Peça queimada. Borda carbonizada. Corte que não atravessou. Gravação apagada demais ou funda demais. Se você já pediu uma peça em laser e o resultado foi decepcionante, provavelmente o problema não foi o material — foi a combinação errada de três números: potência, velocidade e frequência.
🔬
Base científica deste artigo
Este guia é baseado na pesquisa "Desenvolvimento de parâmetros para gravação e corte a laser em múltiplos materiais" de Cotrim, Razza e Kattel (UEM/CNPq, 2023), apresentada no 32º EAIC. Os parâmetros foram obtidos por testes sistemáticos com laser CO2 em MDF, acrílico, PS, PVC e couro natural. Na Criatopia Makers, aplicamos esse mesmo rigor técnico em cada projeto.
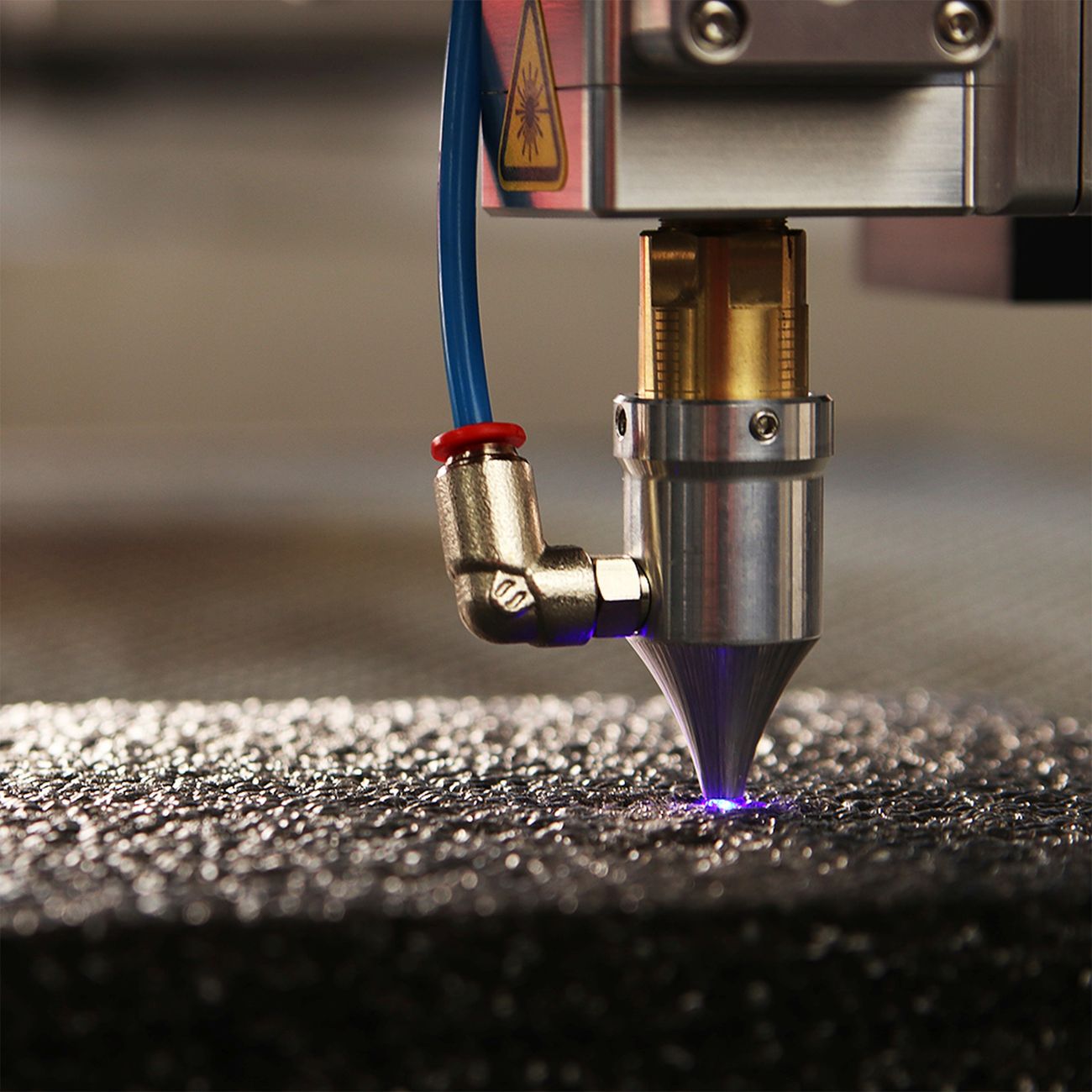
O laser CO₂ não é uma faca — é calor concentrado em um ponto de 0,05mm. A diferença entre cortar e gravar está no quanto calor você coloca em cada ponto
01.O que acontece quando o laser toca o material
Um laser CO2 não é uma faca — é calor concentrado em um ponto microscópico. O feixe eletromagnético de alta intensidade aquece o material de forma tão rápida e pontual que ele simplesmente vaporiza no ponto de contato.
A diferença entre cortar e gravar está em apenas uma variável: quanto calor você coloca em cada ponto. E isso é controlado pela combinação de potência e velocidade.

O laser CO2 focaliza energia eletromagnética num ponto minúsculo — a diferença entre cortar limpo e queimar está no equilíbrio entre potência e velocidade
A lógica de potência × velocidade
Potência alta + velocidade baixa = muito calor por ponto = corte profundo, risco de queimadura e carbonização excessiva nas bordas.
Potência alta + velocidade alta = calor rápido e distribuído = corte limpo em materiais mais espessos.
Potência baixa + velocidade alta = pouco calor = gravação superficial, sem corte.
Segundo a pesquisa da UEM, "velocidades menores tendem a cortar e velocidades maiores a apenas gravar a superfície" — mas esse equilíbrio muda completamente dependendo do material.
02.Os 4 parâmetros que definem o resultado
1. Potência (%)
A energia entregue ao material. Potência alta acelera o processo, mas pode escurecer a borda. Para gravação, potências baixas (20–30%) com velocidade alta geram acabamento mais sutil e nítido. Para corte, potência média-alta (70–80%) com velocidade ajustada à espessura.
2. Velocidade (mm/s)
Quanto mais rápido o feixe se move, menos calor deposita em cada ponto. Velocidade baixa = mais calor = corte completo ou gravação profunda. Velocidade alta = menos calor = gravação superficial. É o parâmetro mais intuitivo de ajustar quando o resultado está saindo queimado.
3. Frequência (kHz)
Em lasers galvanométricos (como o estudado na UEM), a frequência define quantos pulsos o laser emite por segundo. Frequência alta gera mais calor acumulado — ótimo para materiais que precisam de aquecimento uniforme, problemático para materiais que derretem facilmente como PS e PVC.
4. Precisão (mm)
O espaçamento entre linhas de varredura na gravação. Precisão menor = mais linhas = resultado mais detalhado, mas processo mais lento. Para gravação de imagens fotográficas, 0,050mm. Para textos e logotipos, 0,075mm costuma ser suficiente.

Parâmetros corretos = bordas limpas, detalhes nítidos e acabamento consistente — independente do volume de produção
Parâmetros corretos = bordas limpas, detalhes nítidos — independente do volume de produção ou do material utilizado
03.Parâmetros por material: a tabela completa
A pesquisa da UEM testou sistematicamente 5 materiais com laser CO2. Os parâmetros abaixo são os obtidos após refinamento com o software AutoLaser 3.0.8 — a versão anterior (2.5.3) limitava funções e distorcia os resultados.
Material
MDF 3mm
Corte
Potência70%
Velocidade14 mm/s
Frequênciadesativada
Material
MDF 3mm
Gravação
Potência20%
Velocidade300 mm/s
Frequência10 kHz
Precisão0,050 mm
Material
Acrílico 1mm
Corte
Potência80%
Velocidade8 mm/s
Frequênciadesativada
Material
Acrílico 3mm
Corte
Potência80%
Velocidade15 mm/s
Frequênciadesativada
Material
Acrílico 3mm
Gravação
Potência25%
Velocidade500 mm/s
Frequência5 kHz
Precisão0,075 mm
Material
PS 1mm
Corte
Potência15%
Velocidade6 mm/s
Frequência25 kHz
Material
PS 3mm
Corte
Potência30%
Velocidade5 mm/s
Frequência25 kHz
Material
PVC 2mm
Corte
Potência35%
Velocidade35 mm/s
Frequênciadesativada
Material
Couro Natural 1mm
Gravação
Potência30%
Velocidade500 mm/s
Frequência20 kHz
Precisão0,050 mm
Fonte: Cotrim, Razza, Kattel — UEM/CNPq (2023). Parâmetros para laser CO2 galvanométrico, software AutoLaser 3.0.8. Resultados podem variar conforme equipamento e lote de material.
04.A descoberta que mudou tudo na pesquisa
A pesquisa da UEM teve um momento revelador — e que explica muito sobre por que resultados inconsistentes são tão comuns na prática.
Durante os testes, houve uma instabilidade na rede elétrica que resetou as configurações de fábrica da máquina. O que os pesquisadores descobriram foi perturbador: o valor de potência mínima estava fixado em 70%. Isso significa que toda vez que alguém inseria um valor como 20% ou 30%, a máquina interpretava como se fosse entre 70% e 100%.
"Todas as vezes que se inseriu um valor inferior a 70%, a máquina entendia como um valor entre 70% e 100%, fazendo com que não fosse possível obter acabamentos mais nítidos na gravação."
Cotrim, Razza, Kattel — UEM/CNPq (2023)
O resultado: gravações que saíam queimadas mesmo em "baixa potência", impossibilidade de fazer acabamentos sutis, e resultados inconsistentes que pareciam aleatórios. A solução não foi trocar material nem reprojetar a peça — foi simplesmente recalibrar as configurações da máquina.
Moral da história: o parâmetro que você configura no software nem sempre é o que a máquina executa. Manutenção, calibração e verificação das configurações de fábrica são parte do processo — não opcional.
05.Os 6 problemas mais comuns — e como resolver
🔥
Bordas carbonizadas / muito queimadas
Potência alta demais para a velocidade usada. O material absorve calor além do necessário.
↑ Velocidade ou ↓ Potência
✂️
Corte incompleto — não atravessou
Potência insuficiente para a espessura ou velocidade alta demais. Mais de uma passagem pode resolver.
↑ Potência ou ↓ Velocidade
💨
Gravação apagada / superficial demais
Velocidade alta demais ou potência baixa demais. Para gravação, potência baixa + velocidade alta = toque sutil.
↓ Velocidade ou ↑ Potência leve
🌊
Acrílico derretendo nas bordas
Frequência alta gerando calor acumulado. Acrílico precisa de frequência desativada no corte para bordas limpas.
Desativar frequência
🔩
Resultado inconsistente entre peças iguais
Lente suja, calibração da máquina perdida ou potência mínima de fábrica interferindo nos valores baixos.
Limpar lente + recalibrar
💡
Gravação com linhas visíveis (efeito de scan)
Precisão (espaçamento entre linhas) muito grande. Reduzir para 0,050mm elimina o efeito de varredura visível.
↓ Precisão para 0,050mm

Cada material exige parâmetros específicos — o que funciona para MDF pode queimar ou não cortar acrílico
06.O que pode e o que NÃO pode no laser CO2
Nem todo material que "parece plástico" é seguro para cortar a laser. Alguns liberam gases tóxicos que danificam a máquina e são perigosos para a saúde.
| Material | Corte a laser | Gravação | Observação |
|---|---|---|---|
| MDF | ✓ Sim | ✓ Sim | Excelente resultado, bordas limpas com parâmetros certos |
| Acrílico (PMMA) | ✓ Sim | ✓ Sim | Bordas transparentes polidas; frequência desativada no corte |
| Poliestireno (PS) | ✓ Sim | ⚠ Com cuidado | Frequência 25 kHz; potência baixa para não derreter |
| Couro natural | ⚠ Com cuidado | ✓ Sim | Gravação excelente; fumaça intensa no corte — ventilação essencial |
| PVC | ⚠ Evitar | ✗ Não | Libera gás clorídrico (HCl) — tóxico e corrói a máquina |
| ABS | ✗ Não | ✗ Não | Derrete, borbulha, libera vapores tóxicos |
| Vidro | ✗ Não | ⚠ Com equipamento específico | Laser CO2 não corta vidro; gravação requer configuração especial |
| Metal (aço, alumínio) | ✗ Não (CO2) | ✓ Com marcador | Corte de metal requer laser de fibra; CO2 grava com pasta cerâmica |

Gravação a laser em couro natural: potência 30%, velocidade 500mm/s, frequência 20kHz — resultado preciso sem queimar o material
Criatopia.
Parâmetros certos. Peças certas. Em Curitiba.
Na Criatopia Makers, cada material passa por configuração específica de parâmetros — não usamos uma tabela genérica para tudo. MDF, acrílico, PS ou couro: potência, velocidade e frequência são ajustados para o material, espessura e tipo de acabamento do seu projeto.
criatopia.com.br Corte a laser Impressão UV Portfólio Preços
07.A manutenção que ninguém faz — e destrói o resultado
A pesquisa da UEM encerra com uma observação que parece simples mas é frequentemente ignorada: a limpeza da lente.
Com o uso, resíduos de material vaporizado se acumulam na lente do laser. Esses resíduos aumentam a absorção de energia pela lente — que então aquece, dilata, tem sua forma alterada e por consequência seu índice de refração muda. O resultado prático: o foco do laser piora, a fenda de corte aumenta e a precisão cai, mesmo com os parâmetros corretos configurados.
Por que a Criatopia Makers entrega consistência em Curitiba
Parâmetros corretos são metade do trabalho. A outra metade é manutenção: lente limpa, calibração regular e verificação das configurações de fábrica antes de cada produção. Na Criatopia, isso não é opcional — é parte do processo que garante que a 50ª peça seja idêntica à primeira.
Corte laser MDF Corte laser acrílico Ver portfólio Tabela de preços → Orçamento via WhatsApp
Perguntas frequentes
Os parâmetros da tabela funcionam em qualquer máquina?
São um excelente ponto de partida, mas cada máquina tem suas particularidades — potência real do tubo, qualidade das lentes e espelhos, software. Sempre faça um teste em sobra de material antes de iniciar a produção. A Criatopia Makers faz esses testes para cada lote de material.
Por que minha peça fica com resultado diferente a cada vez?
Os culpados mais comuns são: lente suja, variação no lote do material (densidade do MDF pode variar entre fornecedores) e configurações de fábrica interferindo na potência mínima, como descoberto na pesquisa da UEM.
Posso gravar metal com laser CO2?
Corte de metal não é possível com CO2 — requer laser de fibra. Para gravação a laser em metal, a Criatopia usa pasta cerâmica (CerMark) que cria uma marcação permanente com alta definição.
PVC pode ser cortado a laser?
Tecnicamente sim, mas não deve. O PVC queimado libera ácido clorídrico (HCl), que é tóxico para quem opera a máquina e corrói os componentes internos do equipamento. É um dos materiais proibidos na maioria dos fab labs e operadores profissionais.
Como pedir um corte a laser em Curitiba com acabamento profissional?
A Criatopia Makers atende toda Curitiba — Boa Vista, Bacacheri, Juvevê, Cabral e região. Envie o arquivo, escolha o material e deixe os parâmetros com a gente. Fale pelo WhatsApp.
Conclusão
Peça queimada raramente é problema do material ou do design. Na maioria dos casos é combinação errada de três números — potência, velocidade e frequência — ou uma máquina desconfigurada que executa algo diferente do que você pediu.
O caminho para acabamento consistente é igual ao da pesquisa da UEM: testes sistemáticos, parâmetros documentados por material e manutenção regular do equipamento. Quer entender mais sobre cada material? Veja nosso guia completo sobre materiais para corte a laser e o artigo técnico sobre as propriedades do MDF para corte a laser. Para saber mais sobre a pesquisa original, acesse o portal da UEM. E se você prefere deixar a parte técnica com quem já fez esse trabalho, a Criatopia Makers está em Curitiba para isso.